
ПРЕДЫСТОРИЯ
Предыдущая версия гравера очень хорошо себя зарекомендовала в работе. Достаточно долго я пытался определиться с выбором 2500 мВт лазера (ТТЛ управление или управление питанием), управляющей электроники, софта для подготовки GCOD’ов, софта, управляющим работой гравера. По этой причине “не доходили руки” доработать конструкцию до законченного вида. Продолжали висеть провода, электронные модули лежали на столе…
В итоге удалось четко понять, что я хочу получить:
- аппарат должен иметь минимальную стоимость;
- электроника в комплекте с управляющим софтом должна позволять достаточно хорошо для лазера 2500 мВт гравировать как вектора, так и растровые изображения;
- электронные модули должны находиться в корпусах;
- все провода должны находиться в гибких кабельных каналах и, соответственно, не “летать” над рабочим полем гравера;
- соединение управляющего ПК с гравером должно быть доступно как по USB кабелю, так и без проводов с помощью WI-FI моста.
ПРОЕКТИРОВАНИЕ
Пришлось потратить около месяца убитых вечеров на выполнение всех своих пожеланий. На мой взгляд получилось весьма неплохая конструкция. Можно приступать к сборке. Предварительно хочу отметить, что пластика на полный комплект ушло не мало! Суммарная масса всех пластиковых деталей составила 450 грамм. Основные детали печатал АБС пластиком, часть отпечатана СБС пластиком. СБС выбран для печати деталей, на печать которых уходит много времени и деталей кабельного канала – АБС хорош, но не выдерживает больших изгибов при сборке кабельного канала, а тонкостенные детали корпусов электронных узлов заворачивает при печати из-за неравномерного остывания модели! В перечне комплектующих указано, какой пластик я использовал для каждой детали.
За пластик огромное спасибо FD-Plast. Недостатки, конечно, у этого пластика присутствуют, но, в целом, прекрасно справляется со своими задачами. Да и соотношение цена/качество у этого производителя, как не крути, лучшее!
Как уже повелось, сначала выкладываю видео тестовых работ.
ПЕРЕЧЕНЬ КОМПЛЕКТУЮЩИХ
3D модели пластиковых деталей для печати на 3D принтере, перечень элементов в формате PDF доступны в моем аккаунте на ThingiVerse: https://www.thingiverse.com/thing:3347604
Приобрести комплектующие для сборки лазерного гравера возможно в интернет-магазине. Все комплектующие из перечня элементов доступны по ссылке. На отдельные комплектующие возможно перейти, кликнув на наименование.
PLASTIC PARTS (ПЛАСТИКОВЫЕ ДЕТАЛИ)
PROFILE (ПРОФИЛЬ КОНСТРУКЦИОННЫЙ)
| ПОЗ. | ОБОЗНАЧЕНИЕ | НАИМЕНОВАНИЕ | ДЛИНА, мм | КОЛ-ВО |
| PR-01 | 2040 PROFILE 396 | ПРОФИЛЬ КОНСТРУКЦИОННЫЙ | 396 | 2 |
| PR-02 | 2040 PROFILE 439 | ПРОФИЛЬ КОНСТРУКЦИОННЫЙ | 439 | 1 |
| PR-03 | 2040 PROFILE 560 | ПРОФИЛЬ КОНСТРУКЦИОННЫЙ | 560 | 2 |
| PR-04 | 2020 INNER BRACKET | УГЛОВОЙ СОЕДИНИТЕЛЬ ВНУТРЕННИЙ | --- | 8 |
| PR-05 | T-NUT M3 | Т-ГАЙКА М3 | --- | 24 |
| PR-06 | ROLLER-05-21.5-7 | РОЛИК | --- | 12 |
| PR-07 | CORNER 10x10x1 | УГОЛОК АЛЮМИНИЕВЫЙ | 434.5 | 2 |
| PR-08 | CORNER 10x10x1 | УГОЛОК АЛЮМИНИЕВЫЙ | 555.5 | 2 |
MECHANIC PARTS (МЕХАНИКА)
| ПОЗ. | ОБОЗНАЧЕНИЕ | НАИМЕНОВАНИЕ | ДЛИНА, мм | КОЛ-ВО |
| M-01 | 625ZZ | ПОДШИПНИК | --- | 1 |
| M-02 | GT2-20T-5 PULLEY | ШКИВ | --- | 3 |
| M-03 | GT-2 BELT | РЕМЕНЬ | --- | 3 |
| M-04 | FLEX COUPLER 5Х5 | СОЕДИНИТЕЛЬ ОСЕЙ ГИБКИЙ | --- | 1 |
| M-05 | CONNECTION SHAFT | ВАЛ СОЕДИНИТЕЛЬНЫЙ | 450 | 1 |
| M-06 | HEAT SHRINK TUBE Ø6 | ТЕРМОУСАДКА Ø6 | 400 | 1 |
METALWARE (МЕТИЗЫ)
ELECTRONIC PARTS (ЭЛЕКТРОНИКА)
| ПОЗ. | ОБОЗНАЧЕНИЕ | НАИМЕНОВАНИЕ | КОЛ-ВО |
| E-01 | 2500 mW LASER MODULE | ЛАЗЕРНЫЙ МОДУЛЬ | 1 |
| E-02 | HANPOSE 17HS4401 | ШАГОВЫЙ ДВИГАТЕЛЬ | 2 |
| E-03 | ARDUINO UNO CH340 | КОНТРОЛЛЕР | 1 |
| E-04 | CNC-SHIELD-3.00 | ПЛАТА РАСШИРЕНИЯ | 1 |
| E-05 | DRV8825 | ДРАЙВЕР | 2 |
| E-06 | DRV8825 HEATSINK | РАДИАТОР (В КОМПЛЕКТЕ С ДРАЙВЕРОМ) | 2 |
| E-07 | NODEMCU-V3 (WI-FI BRIDGE) | КОНТРОЛЛЕР WI-FI МОСТА | 1 |
| E-08 | 30X30 FAN | ВЕНТИЛЯТОР ОБДУВА ЛАЗЕРА | 1 |
| E-09 | FUSED AC MALE POWER SOCKET | СИЛОВОЙ РАЗЪЕМ С ПРЕДОХРАНИТЕЛЕМ | 1 |
| E-10 | POWER SUPPLY S-40-12 | БЛОК ПИТАНИЯ 40Вт 12В | 1 |
ИНСТРУКЦИЯ ПО СБОРКЕ ГРАВЕРА
При проектировании старался максимально упростить последующую сборку. Так что проблем при сборке не будет. В этом я просто уверен! Главное следовать последовательности, указанной в инструкции.
Инструкция представлена схематично. Если потребуется более детально рассмотреть сборку на фото, то можно обратиться к предыдущей статье, посвященной сборке ZDV LASER ENGRAVER V1.
На схеме указана последовательность сборки с привязкой к номеру деталей в перечне. Тем не менее не помешает скачать сборку в формате 3D PDF. Это позволит буквально пощупать мышкой каждый элемент сборки, измерить установочные размеры, если потребуется, скрыть (погасить) детали, мешающие обзору и получить дополнительные удобства.
Пластиковые детали разработаны с минимальными зазорами!!! Сделано это умышленно для максимального исключения люфтов при работе станка. В отзывах на ThingiVerse многие жалуются на то, что приходится подтачивать пластиковые детали! Но, если удалось качественно распечатать их на 3D принтере, то постобработка не требуется. Стыкуются детали жестко в несколько заходов. Но в работе будут отсутствовать люфты!
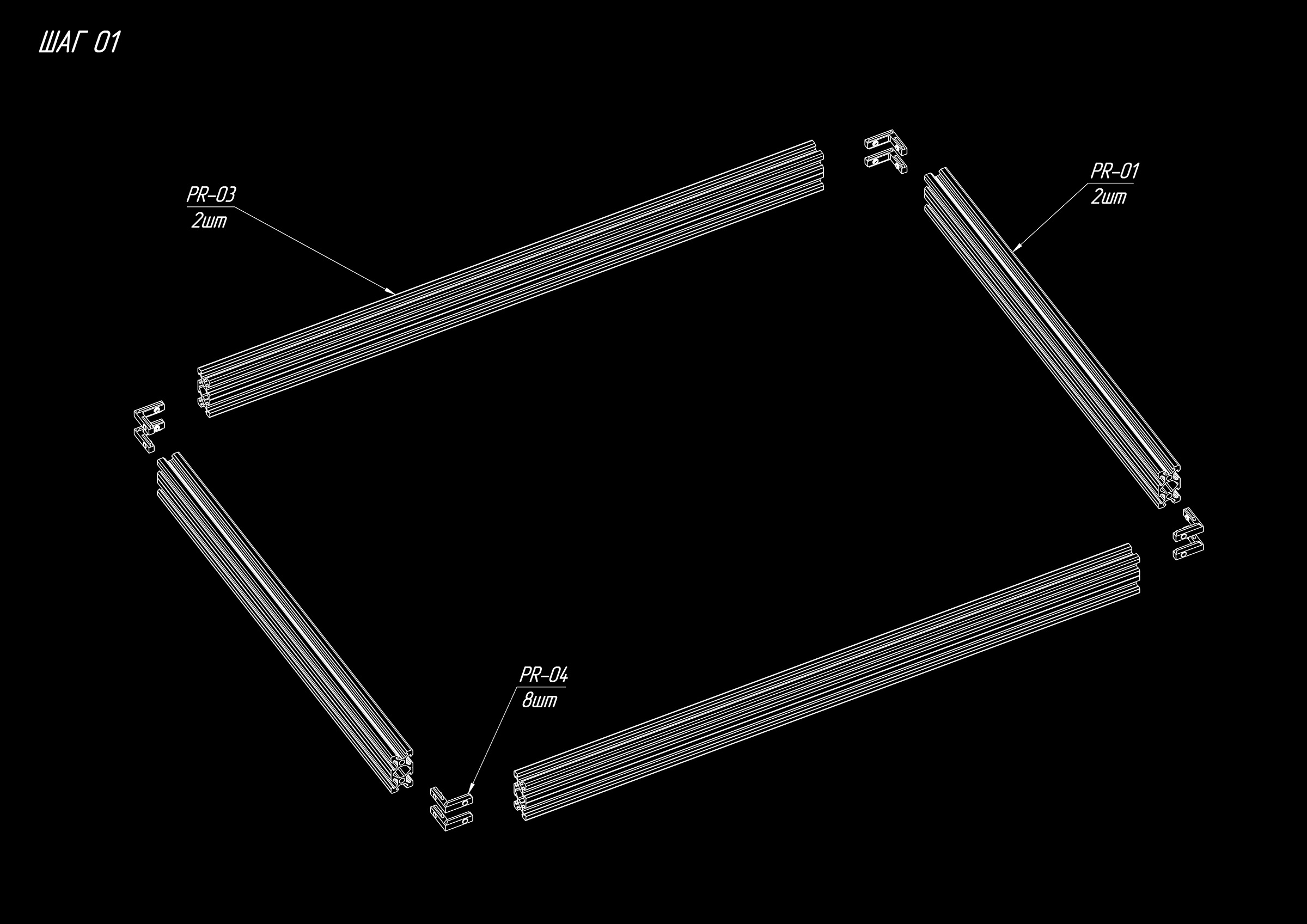
На первом шаге потребуется скрутить конструкционный профиль 40х20 внутренними уголками. На более длинных деталях в центральных отверстиях торцов нарезана резьба для монтажа ножек.
На ножки устанавливаются держатели направляющих кабельного канала оси Y.

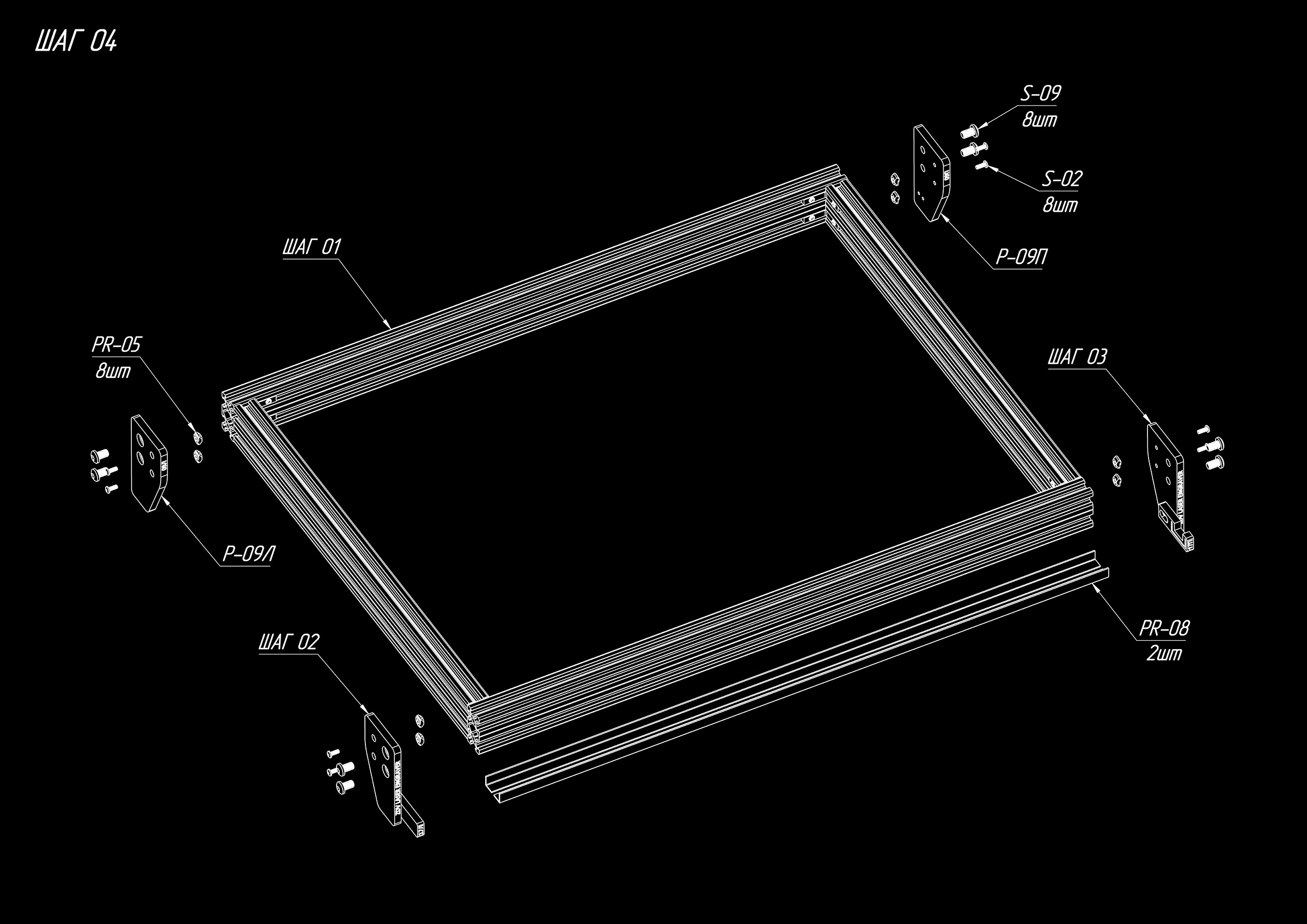
Ножки крепятся на каркасе из конструкционного профиля, получившемся на шаге 01. Перед установкой одной из ножек с держателями направляющих кабельного канала устанавливаются сами направляющие. Ножки сразу не стоит закручивать намертво! Лучше это сделать, установив получившуюся сборку на максимально ровную поверхность.
Справа на направляющие из алюминиевых уголков крепятся оконечное звено кабельного канала оси Y и фиксатор кабельного канала.

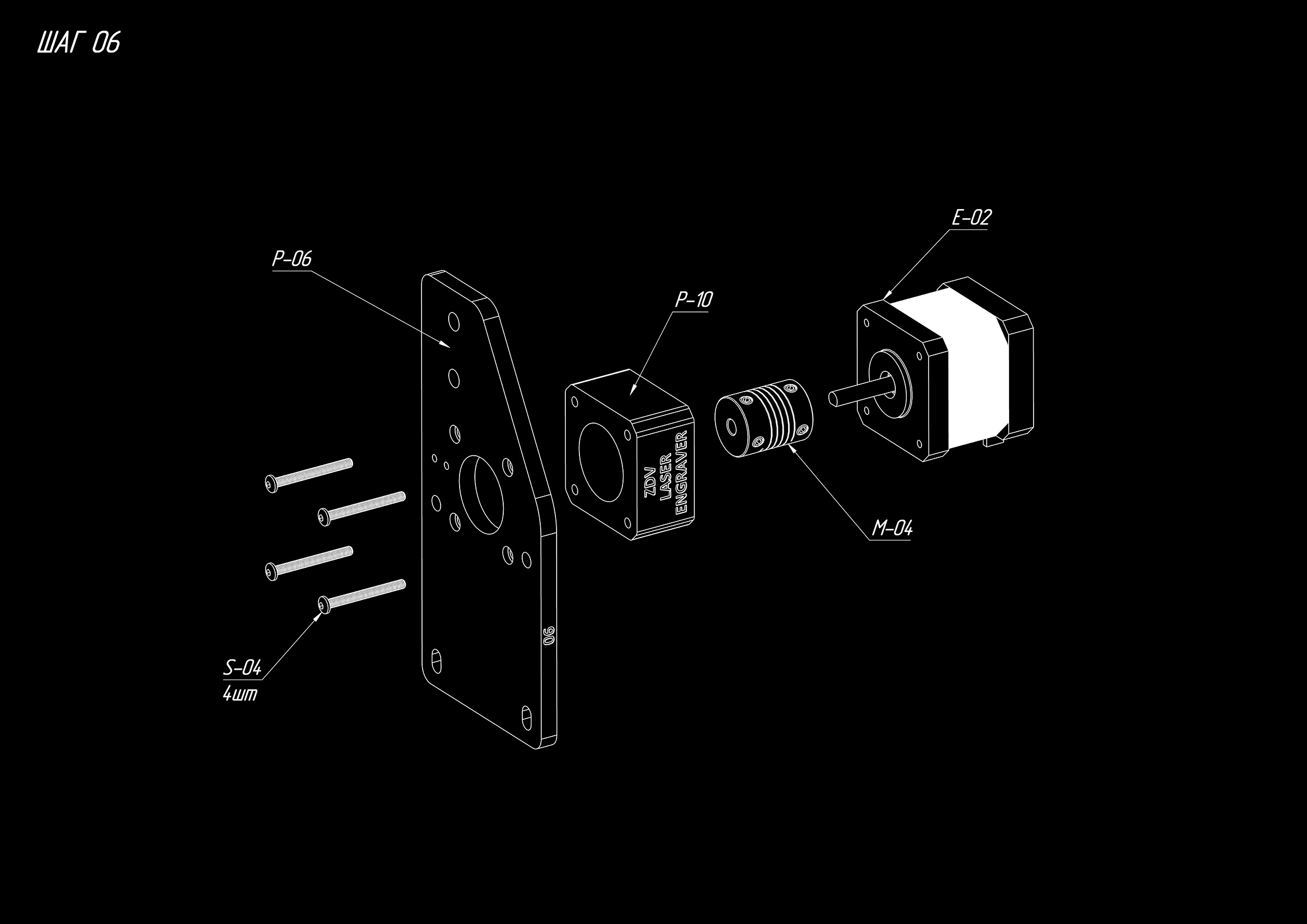
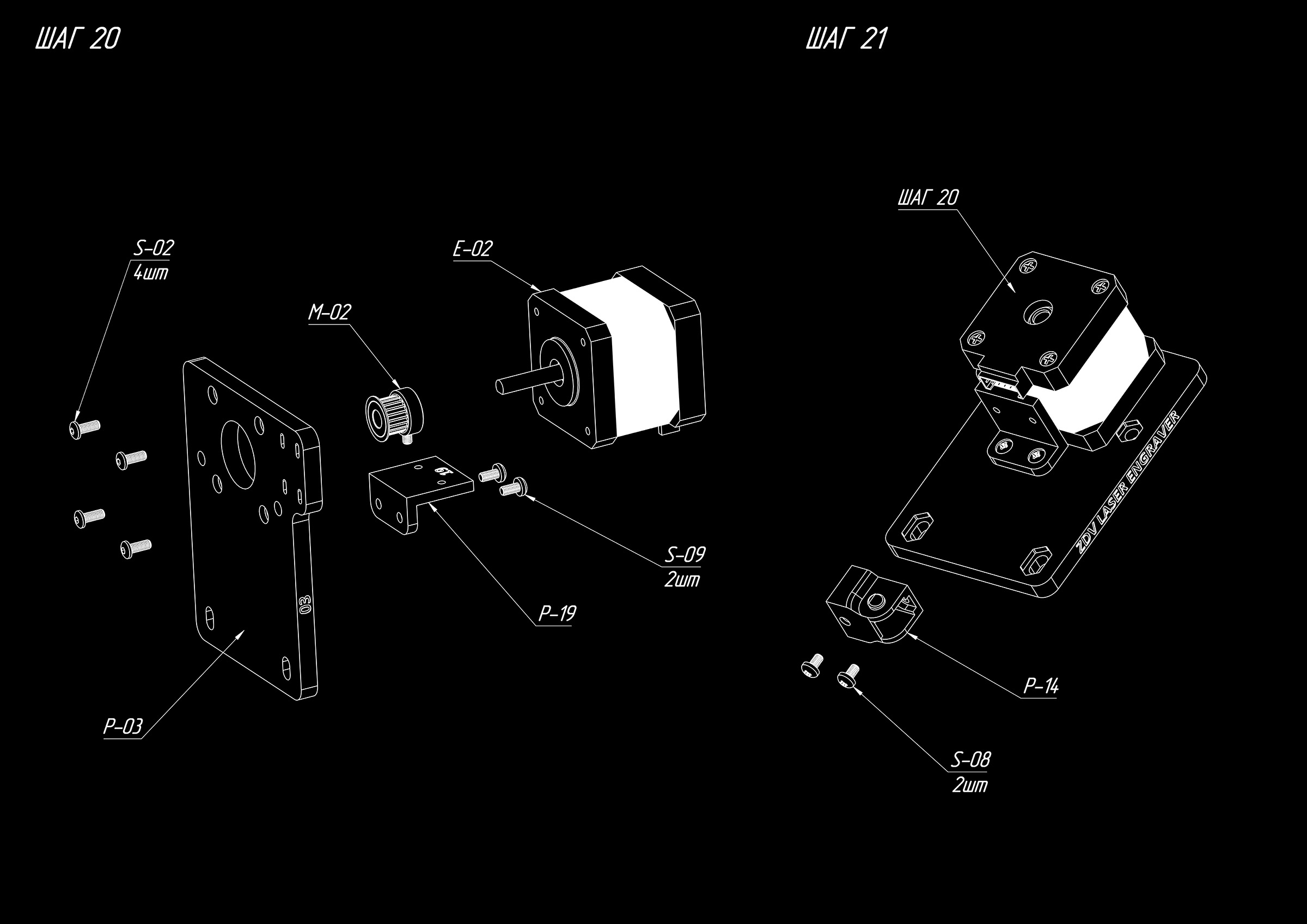
Перед сборкой правой панели на вал двигателя необходимо установить гибкую муфту. Затем шаговый двигатель крепится через проставку на правую панель четырьмя винтами.
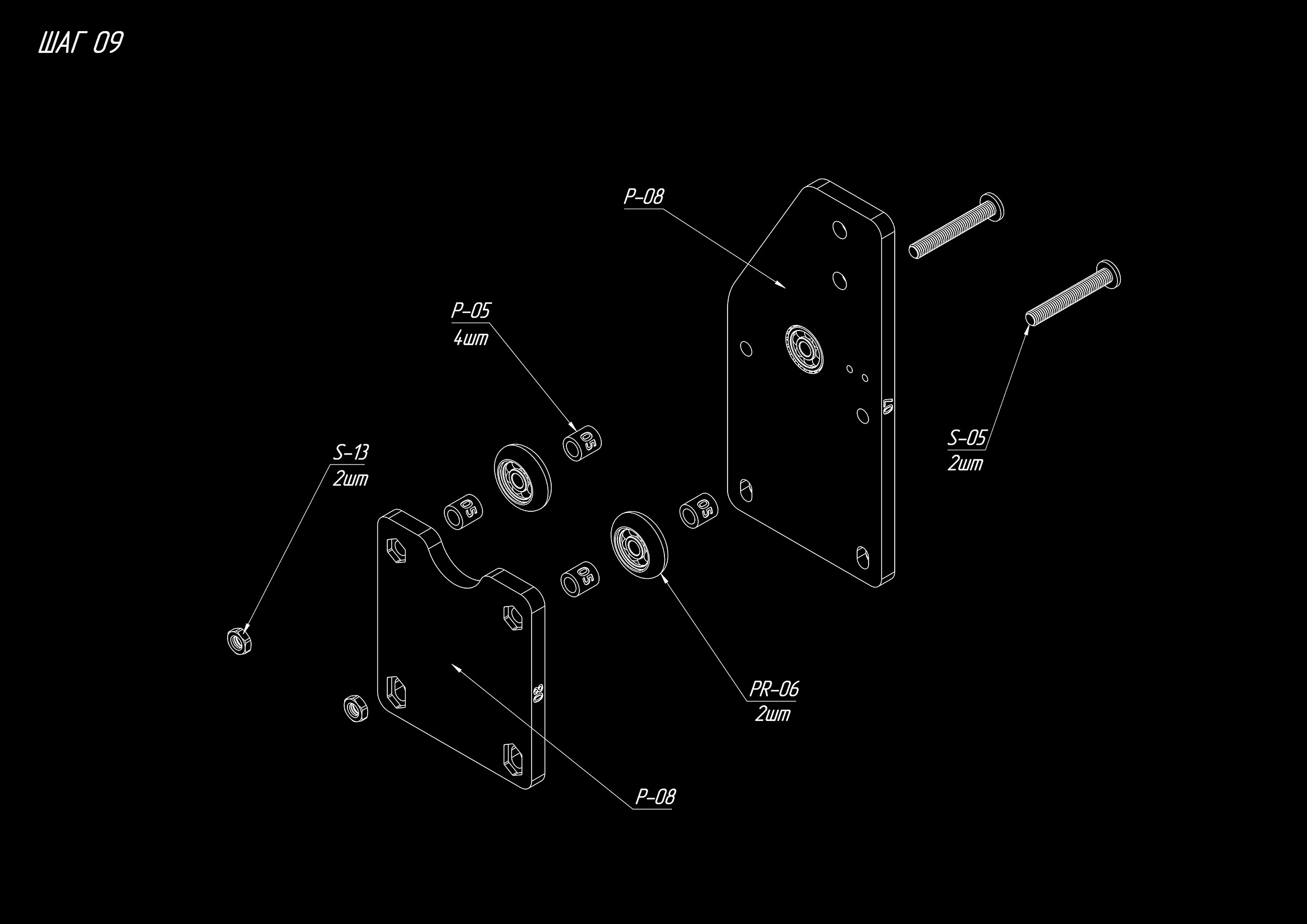
Перед установкой правой панели на каркас фиксируются верхние ролики через пластиковые втулки. Во втулках лучше предварительно рассверлить внутренние отверстия по диаметру винта. В этом узле внутренние отверстия втулок на люфт не влияют, а одевать на винты будет удобнее. Предвкушая вопрос о том, что можно было задать больший зазор при проектировании, отвечаю, что старался выдержать необходимую толщину стенки втулки, удобную для печати и, в то же время, чтобы втулка не упиралась в подвижную часть подшипника.

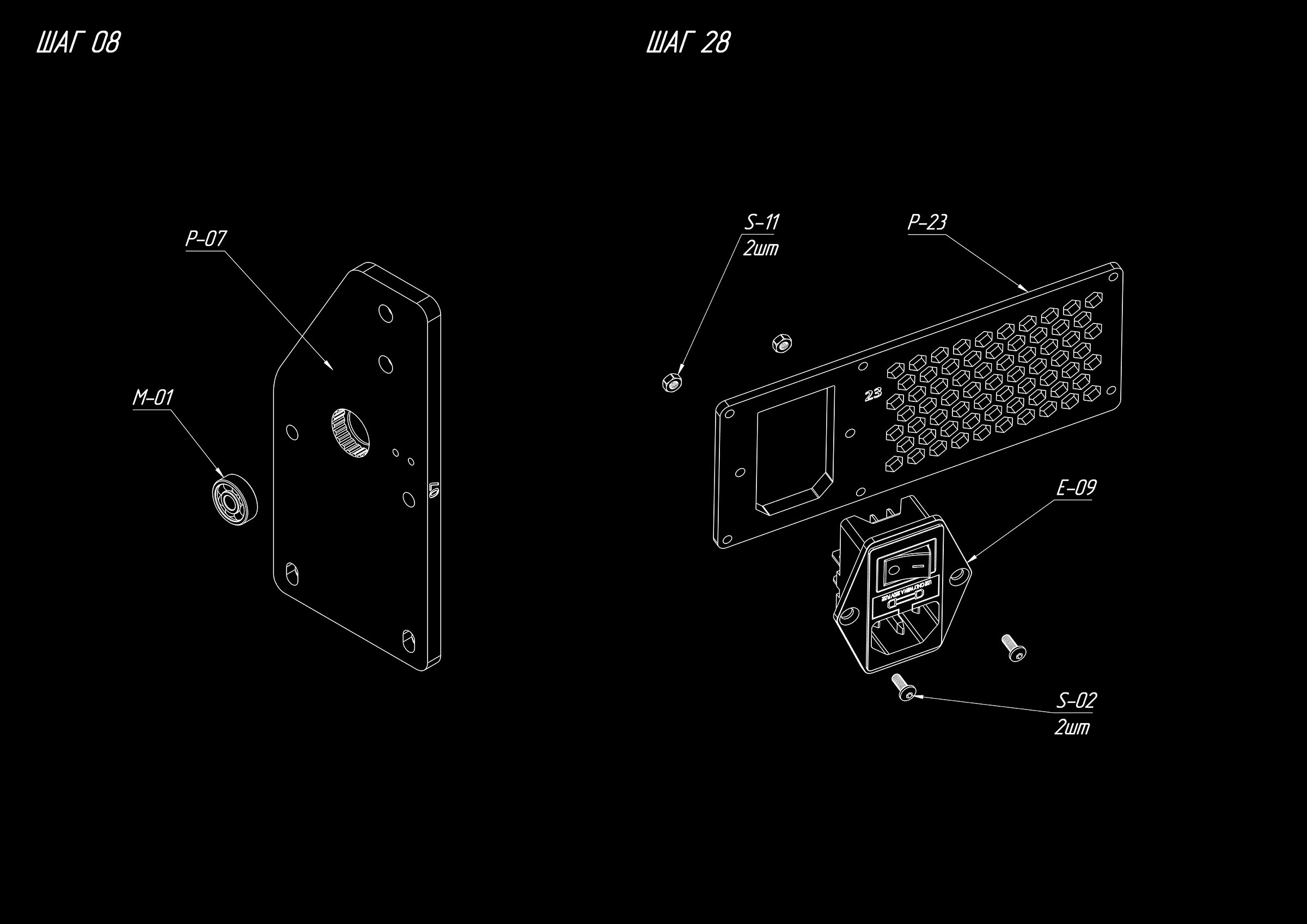
Подшипник, удерживающий соединительный вал, впрессовывается в левую панель. На крышке корпуса блока питания устанавливается разъем с выключателем и предохранителем. До установки разъема необходимо распаять провода для подключения к блоку питания.
Аналогично шагу 07 фиксируются верхние ролики левой панели.
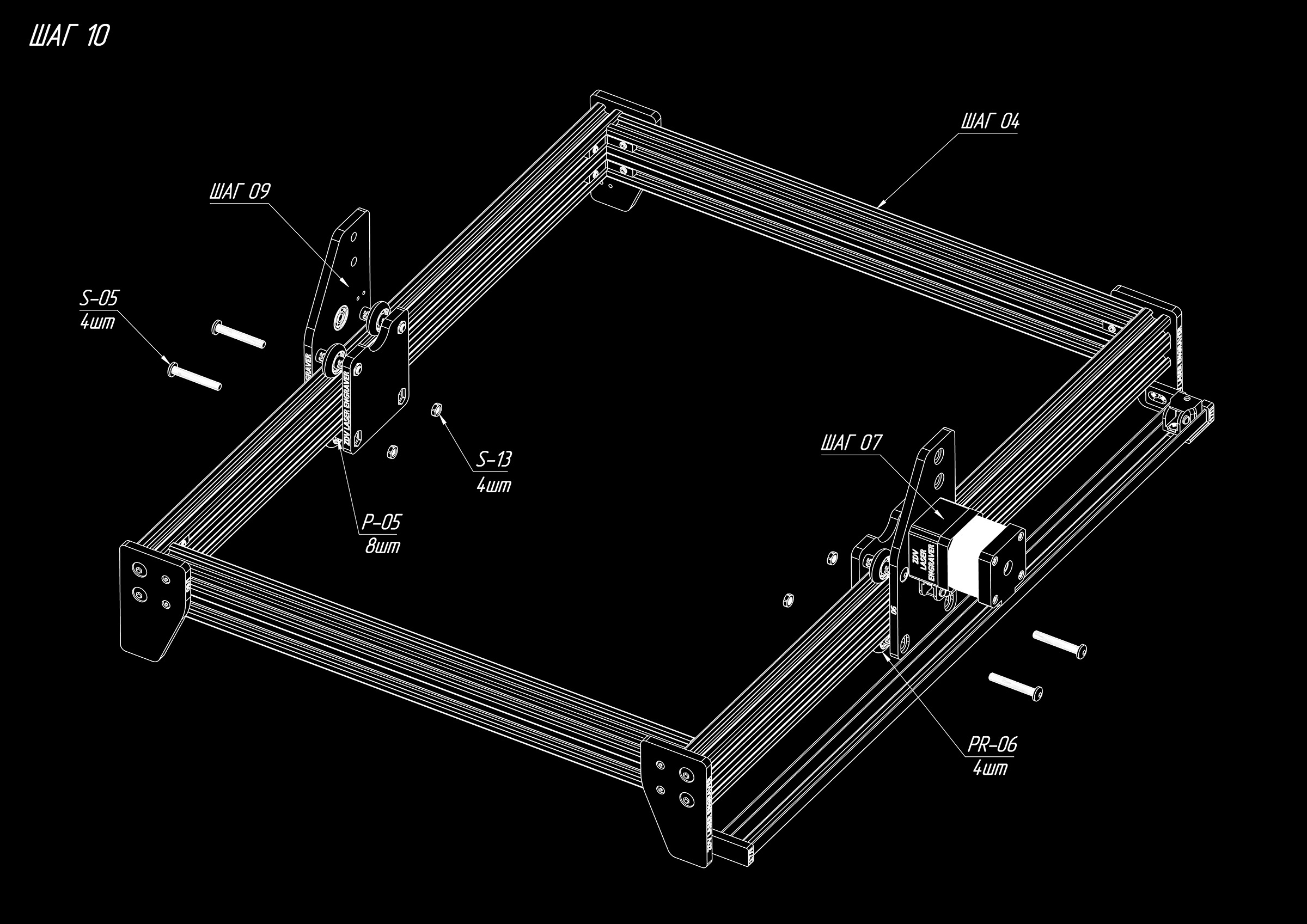
Сборки правой и левой панелей устанавливаются на каркас и закрепляются нижние ролики. Крепежные отверстия винтов нижних роликов имеют ход в несколько миллиметров. Это сделано для того, чтобы верхние и нижние ролики можно было хорошо стянуть на профиле, исключив люфт. Единственное, действовать потребуется аккуратно и не перетянуть. В этом случае шаговому двигателю потребуется излишнее усилие для перемещения панелей. Также дополнительный ход позволяет использовать ролики, отличные от тех, что использую в сборке.
После установки левой и правой панелей на каркасе они стягиваются направляющей оси X.

На правую и левую панели устанавливаются держатели направляющих кабельного канала оси X и сами направляющие. Мне показалось, что это самое неудобное место в сборке… Придется немного набраться терпения, но этап вполне проходимый.

На соединительный вал одеваются шкивы и термоусадка. Вал со шкивами устанавливается в гибкий соединитель правой панели и фиксирующий подшипник левой панели. Термоусадка окончательно фиксируется после натягивания ремней и, соответственно, фиксации шкивов!
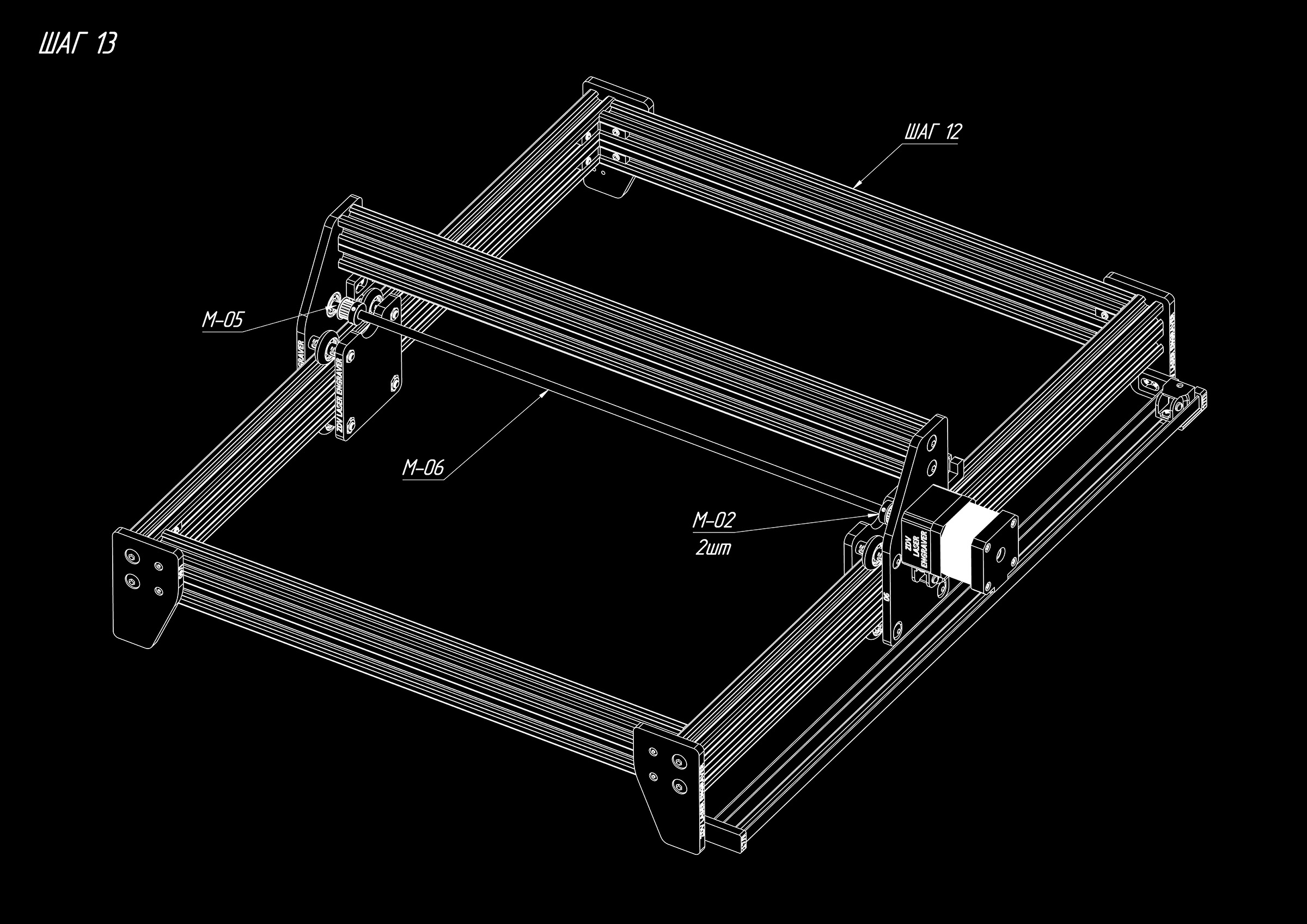
Ремни оси Y устанавливаются под верхними роликами левой и правой панелей над шкивами. Фиксируются Т-гайками. После натягивания ремней сборку из левой, правой панелей и направляющей оси X необходимо переместить до упора в любую удобную сторону. Только после этого фиксируются оба шкива! Также необходимо проконтролировать, чтобы ремень не терся о боковые стенки шкивов на всем ходу сборки.

Сборка каретки хорошо описана в одной из предыдущих статей. Единственное, необходимо добавить, что на шаге 17 сборка шага 16 фиксируется гайкой с помощью фиксатора резьбы средней прочности.
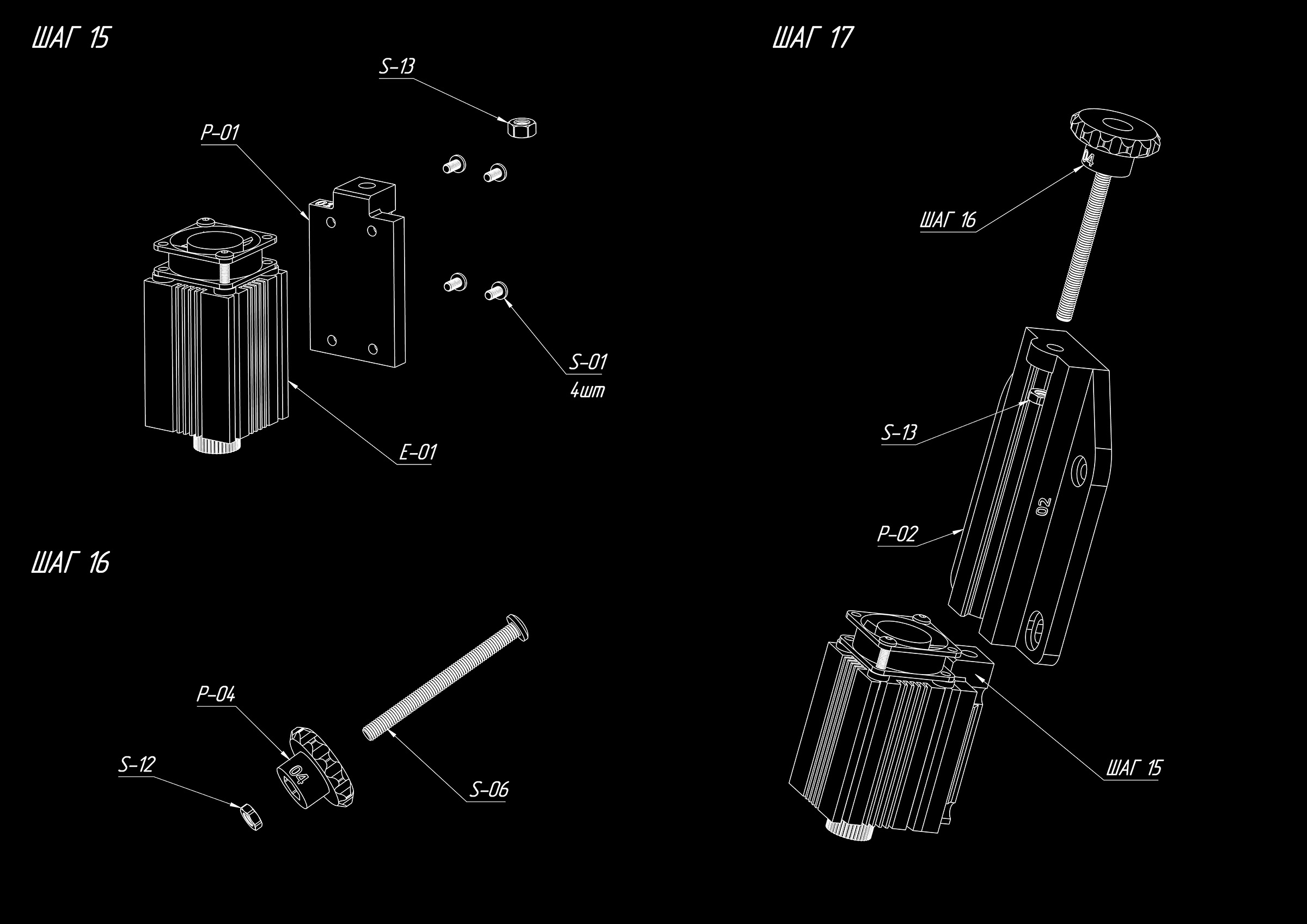
К лазерному модулю крепится вентилятор обдува лазера. Без вентилятора присутствует высокая вероятность скопления копоти на линзе лазера.

На базу шагового двигателя устанавливается двигатель и фиксатор кабельного канала оси X. Предварительно на вал двигателя необходимо одеть шкив. Далее двумя самонарезающими винтами крепится держатель кабельного канала.
Сборка шага 22 производится аналогично шагам 07 и 09.
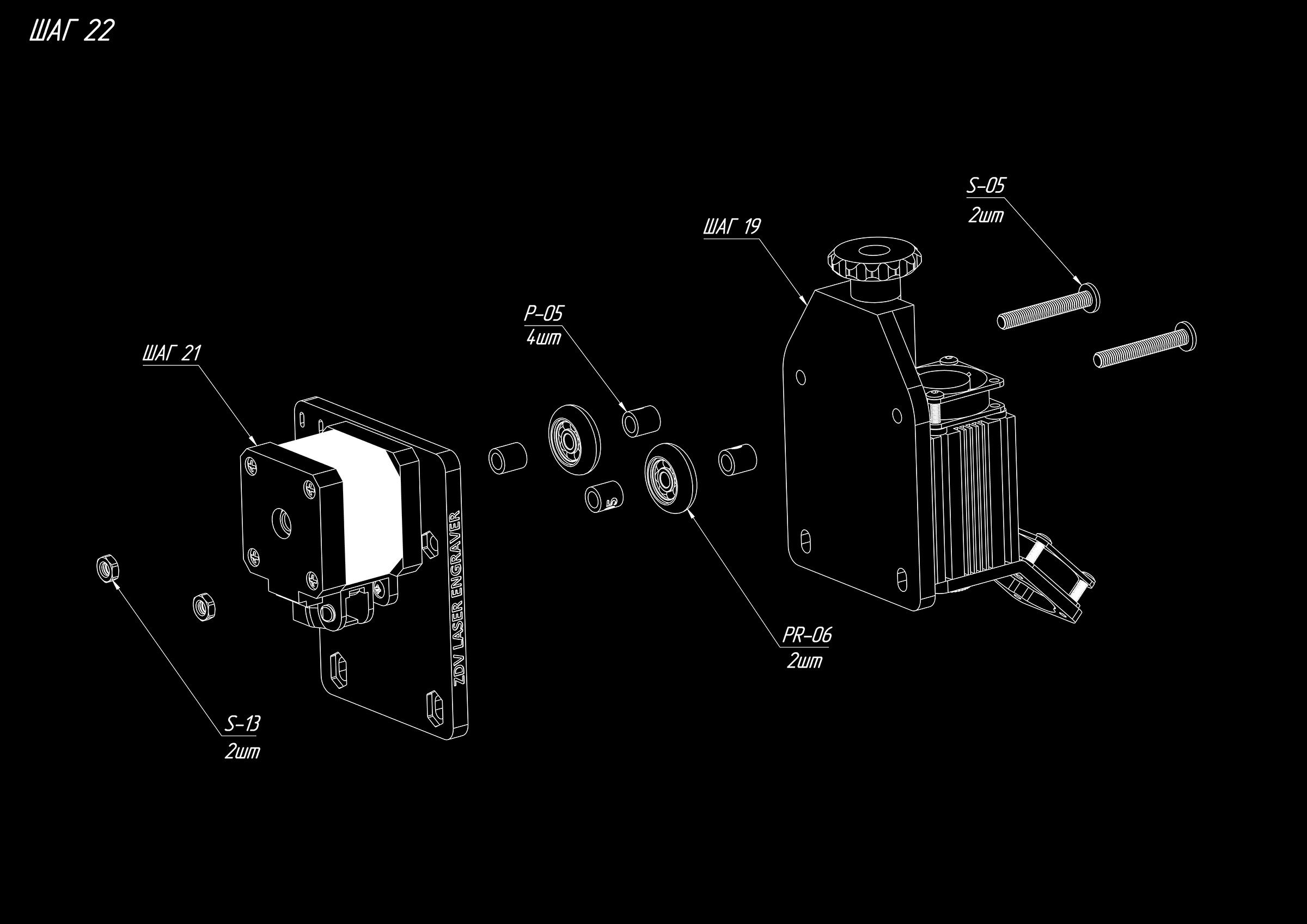
Фиксация сборки 22 на направляющей производится аналогично шагу 10.
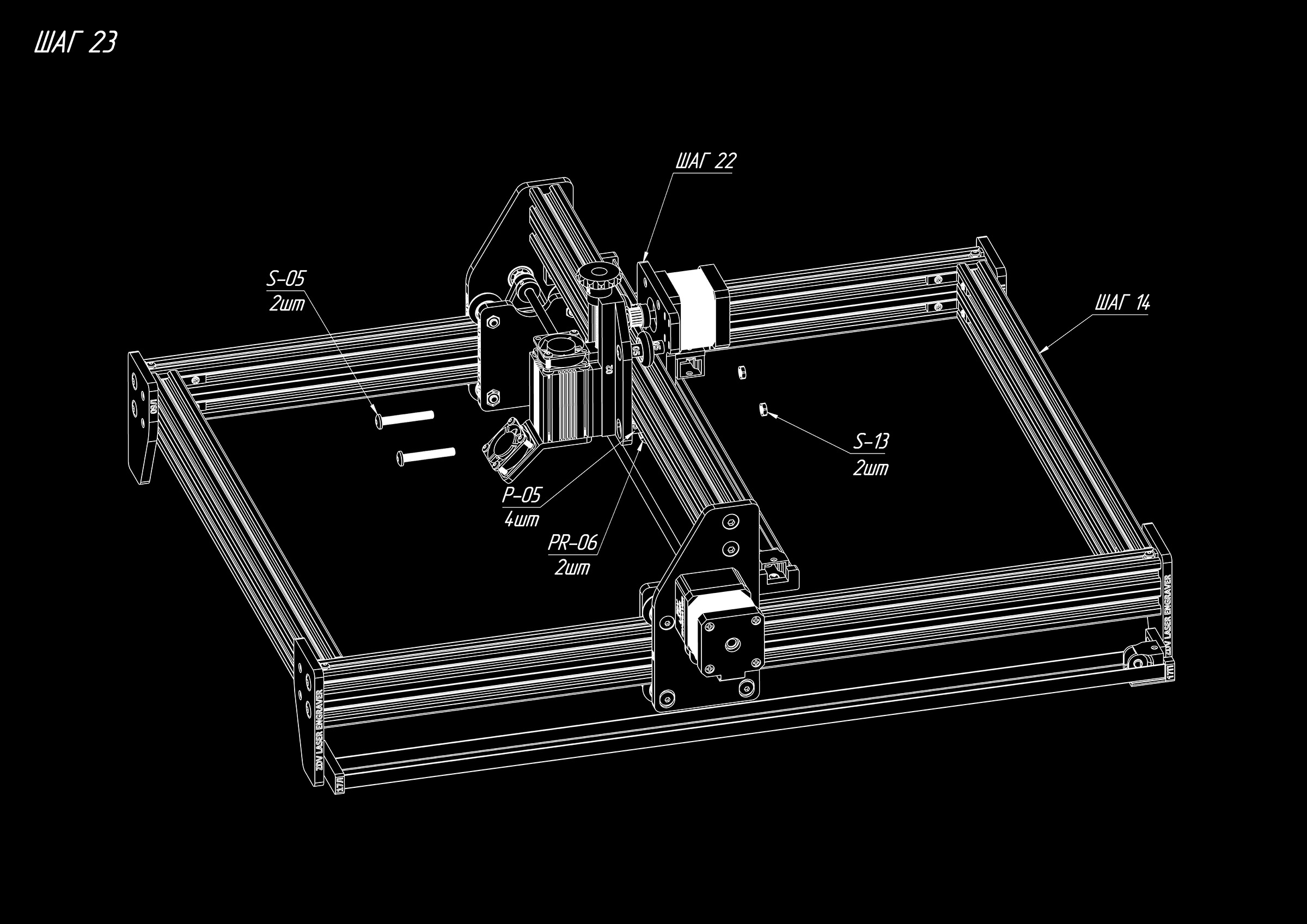
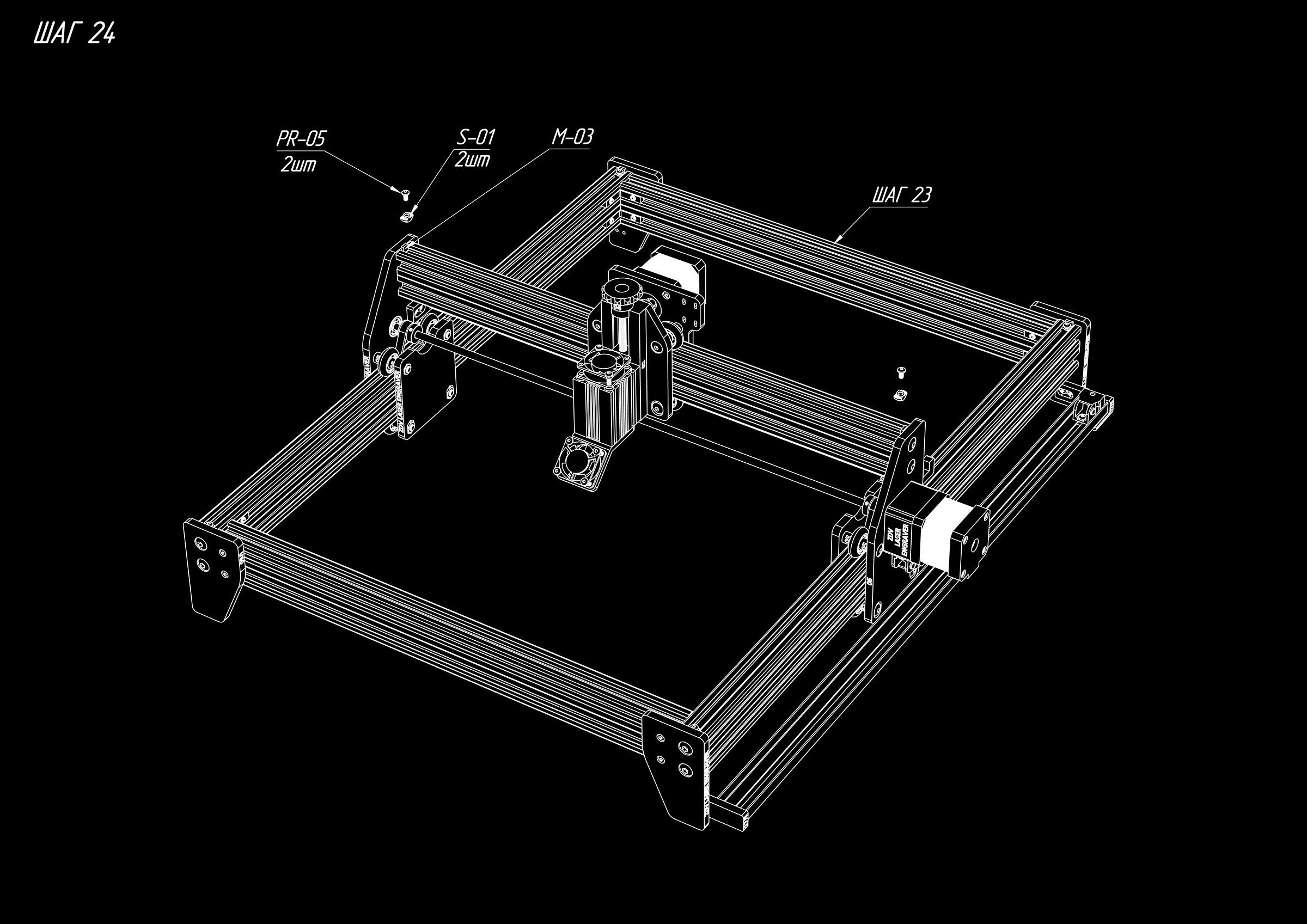
Ремень оси X устанавливается под верхними роликами каретки над шкивом. Фиксируется Т-гайками.
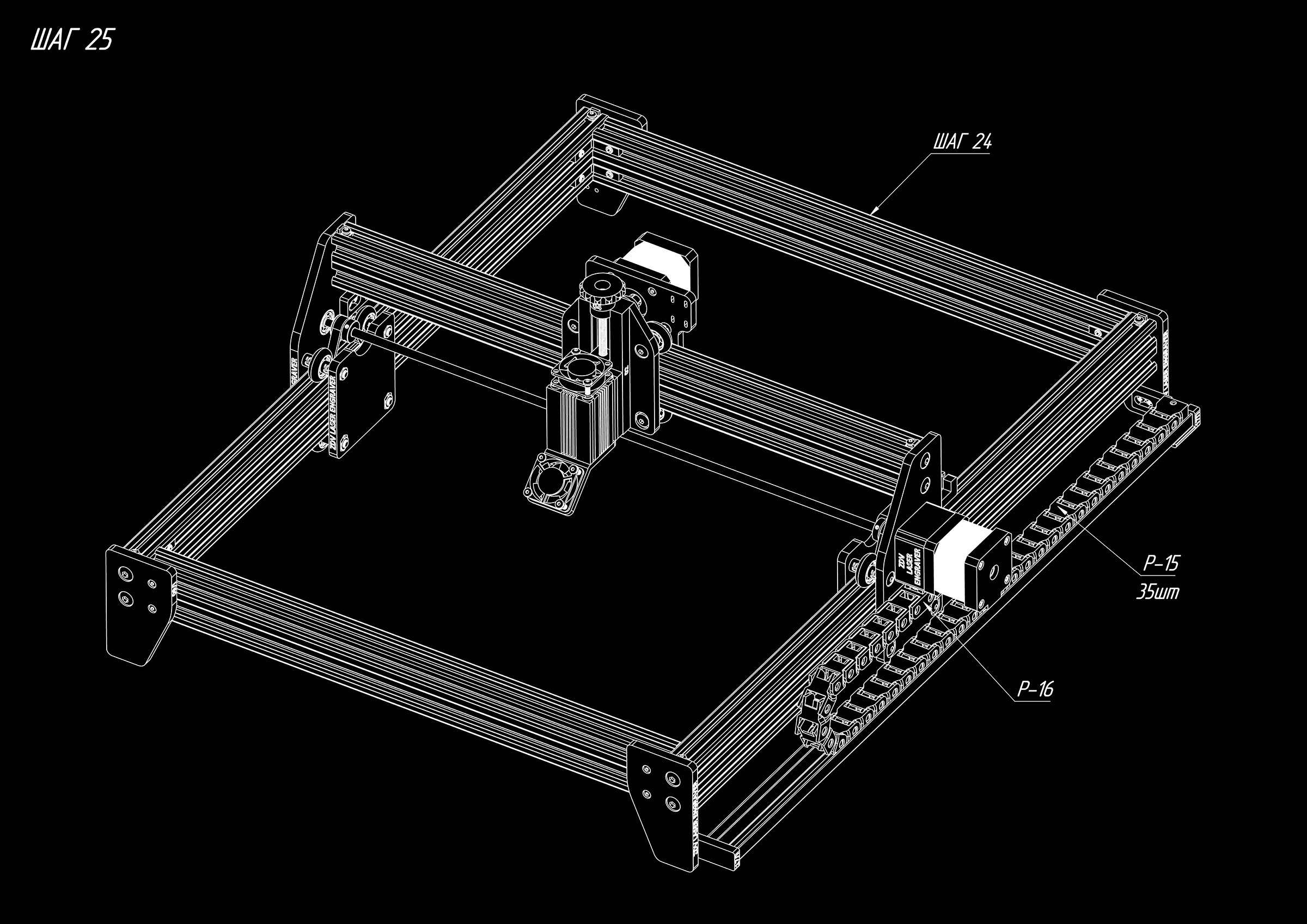
Сначала необходимо собрать кабельный канал оси Y. Для этого последовательно стыкуются 35 звеньев кабельного, затем с помощью оконечного звена монтируются на станок.
Сначала необходимо собрать кабельный канал оси X. Для этого последовательно стыкуются 29 звеньев кабельного, затем с помощью оконечного звена монтируются на станок.

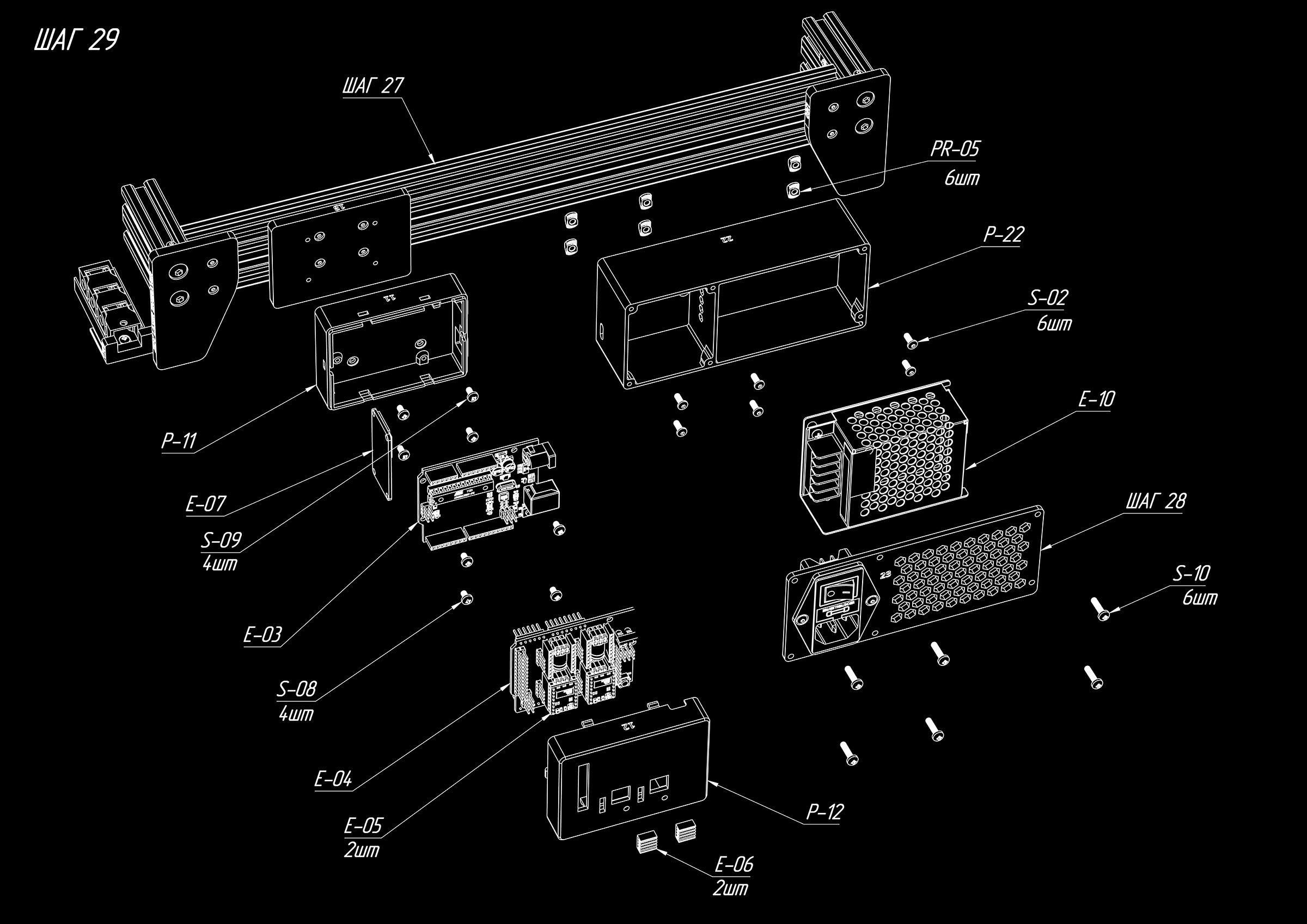
Крепится держатель корпуса электроники с помощью Т-гаек. Я позиционирую держатель на расстоянии около 10 мм от левой ножки.

Установить корпуса электронных модулей и саму электронику не составит труда. Для этого следует придерживаться схеме сборочного шага 29. После установки блока питания (БП) нет необходимости крепить его к корпусу БП, он зафиксируется упорами на крышке. Корпус я устанавливаю в 10 мм от правой панели. Платы драйверов шаговых двигателей необходимо устанавливать без радиаторов. Радиаторы устанавливаются на теплопроводящий клей после фиксации крышки на корпусе электроники. Крышка защелкивается без применения метизов. Модуль WI-FI моста (E-03) устанавливается в пазы корпуса и крышки без фиксации винтами.
После механической сборки коммутируются электронные модули. Схема подключения показана на рисунке ниже. Схема для прошивки GRBL 1.1f. Для более ранних прошивок возможны отличия! К схеме следует добавить, что питание лазера, вентилятора обдува и шилда отводится непосредственно с блока питания. Если есть желание организовать управление вращением вентилятора обдува, то потребуется дополнительная плата с силовым транзистором. Прошивка GRBL поддерживает управление вентилятором.

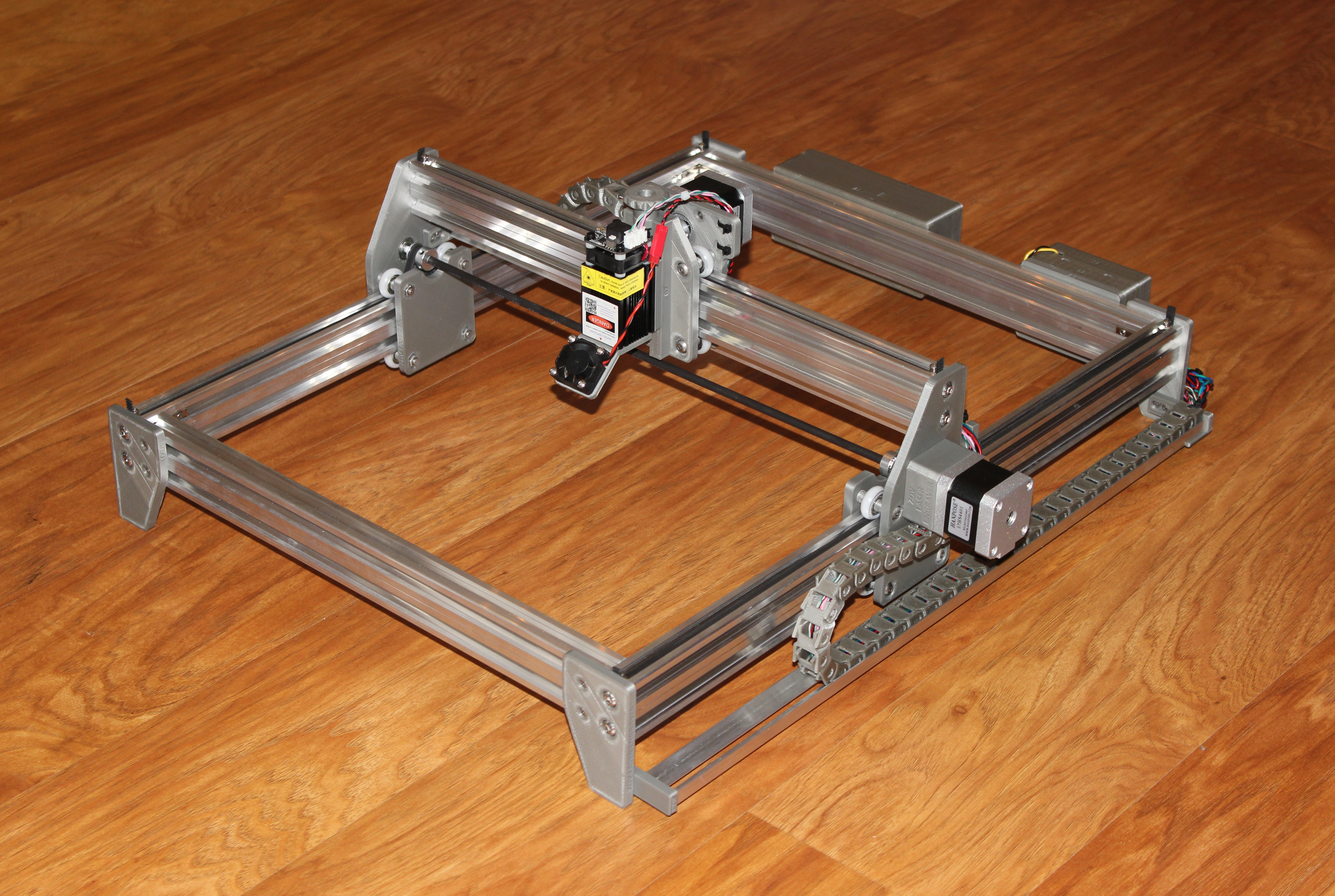
Несколько фотографий для визуального восприятия сборки:













Станок собран, приступаем к прошивке и настройке лазерного гравера. Процесс описан в следующей статье.
ВАША ПОДДЕРЖКА ПОМОЖЕТ АКТИВНЕЙ РАБОТАТЬ НАД БЛОГОМ, ПУБЛИКОВАТЬ БОЛЬШЕ СТАТЕЙ, КОТОРЫЕ, В СВОЮ ОЧЕРЕДЬ, ПОМОГУТ ВАМ РЕАЛИЗОВЫВАТЬ ИНТЕРЕСНЫЕ ПРОЕКТЫ.
СПАСИБО ЗА УЧАСТИЕ В ЖИЗНИ БЛОГА!
 |  |  |  |
| ЯНДЕКС | WEBMONEY | QIWI | PAYPAL |
По схеме, на четвертом шаге, ножки прикручиваются в торец профиля винтами S-09, согласно таблице – это вины М3, но в торце профиля отверстия 5мм и логично, что должен быть винт М6. Это ошибка на схеме, или я не правильно понял?
Да, Вы верно разобрались. Ошибся, когда делал схему…
великий чемпион! Спасибо большое, все феноменально объяснено. сомнения. что же было бы справедливо для лазера 7000mW ???
Hello Dimitri greetings from Brazil, I assembled the laser engraver v2, some parts were not found, and was adapted. video link: https://www.youtube.com/watch?v=8b5FpkJD8W4
Hello! Good job… What parts do you can not find? Did you use belt fixators? Can you send me links on belt fixators?